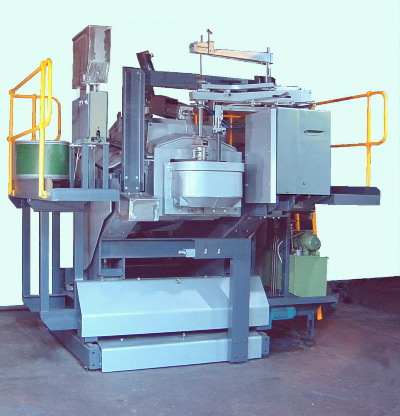
The ParaPour consists of a sealed refractory container with a small pour box at the front end over the mould line. The metal level is sensed over the nozzle and the container automatically tilits about an axis through the nozzle to maintain a constant head of metal at all times. At the same time the bath moves horizontally to ensure the metal stream always hits the centre of the down sprue. This ensures optimum pouring parameters through the nozzle and enables a simple stopper control system to pour every mould accurately. The container is tilted forward and back with simple reliable hydraulics using a power supply that does not need any cooling. The whole is mounted on two travel frames giving X Y movement with automatic pour cup alignment for flaskless mould lines if required.
Maximum working volume. Back end of bath at its lowest angle. Back end raises as metal is used to maintain a constant level over the nozzle. Easy to see when bath needs filling from the angle.
Minimum volume for automatic pouring. Back end of bath at its highest angle. Manual pouring can continue to empty bath when changing grade until slag is about to enter nozzle. Good access to pour box enables easy slag removal around stopper. Bath should be filled before this point. Back end of bath moves down during filling matching movement of fill ladle spout.
Partial back tilt during short stoppages drains metal from the nozzle area which can be kept hot with gas. Typical temperature loss <1ºC per minute. Possible Mg wire top up facility for SG irons to reduce fade.
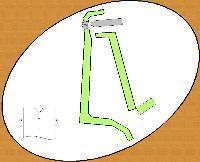
Full back tilt to empty bath at shift end. Easy access to rake accumulated slag from inside.
Simple closed loop pneumatic stopper control with force sensitive closed position. Pouring envelopes can be "taught" by manually pouring a mould and selectively trimmed to achieve the perfect pour every time. Curves can be stored for future use. Automatic nozzle cleaning and stopper lapping between pours from 1 to 99 moulds.
Cleaning rod can be changed in seconds without interrupting the pour. Stopper alignment can be easily adjusted from a cool safe position even during pouring. Small pour box gives easy access to stopper area for sampling and cleaning. Bodies can be supplied with back or side fill openings. Side fill may be arranged to coincide with existing hand pour monorail. Specialised body burner can be used to heat lining to working temperature in minimum time. The burner head on its own swivel mount can be swung into position in seconds making it easy to maintain body heat if emptied during shift.
Bodies can be changed in minutes by removing four wedges and lifting away. Bodies can also be made in different sizes to fit in the same frame to accomodate different metal throughputs. Pneumatically operated fill lid to maintain an inert atmosphere and reduce temperature loss. Ideally suited to pouring highly alloyed and "dirty" irons because there are no spouts or other restrictions to accumulate slag.
Easy installation on floor mounted rails one side of the mould line.
Easily installed Compact Control Desk with full colour touch sensitive screen.

 The ParaPour consists of a sealed refractory container with a small pour box at the front end over the mould line. The metal level is sensed over the nozzle and the container automatically tilits about an axis through the nozzle to maintain a constant head of metal at all times. At the same time the bath moves horizontally to ensure the metal stream always hits the centre of the down sprue. This ensures optimum pouring parameters through the nozzle and enables a simple stopper control system to pour every mould accurately. The container is tilted forward and back with simple reliable hydraulics using a power supply that does not need any cooling. The whole is mounted on two travel frames giving X Y movement with automatic pour cup alignment for flaskless mould lines if required.
The ParaPour consists of a sealed refractory container with a small pour box at the front end over the mould line. The metal level is sensed over the nozzle and the container automatically tilits about an axis through the nozzle to maintain a constant head of metal at all times. At the same time the bath moves horizontally to ensure the metal stream always hits the centre of the down sprue. This ensures optimum pouring parameters through the nozzle and enables a simple stopper control system to pour every mould accurately. The container is tilted forward and back with simple reliable hydraulics using a power supply that does not need any cooling. The whole is mounted on two travel frames giving X Y movement with automatic pour cup alignment for flaskless mould lines if required.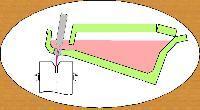 Maximum working volume. Back end of bath at its lowest angle. Back end raises as metal is used to maintain a constant level over the nozzle. Easy to see when bath needs filling from the angle.
Maximum working volume. Back end of bath at its lowest angle. Back end raises as metal is used to maintain a constant level over the nozzle. Easy to see when bath needs filling from the angle.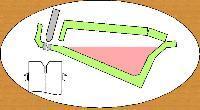 Minimum volume for automatic pouring. Back end of bath at its highest angle. Manual pouring can continue to empty bath when changing grade until slag is about to enter nozzle. Good access to pour box enables easy slag removal around stopper. Bath should be filled before this point. Back end of bath moves down during filling matching movement of fill ladle spout.
Minimum volume for automatic pouring. Back end of bath at its highest angle. Manual pouring can continue to empty bath when changing grade until slag is about to enter nozzle. Good access to pour box enables easy slag removal around stopper. Bath should be filled before this point. Back end of bath moves down during filling matching movement of fill ladle spout.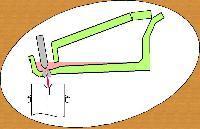
 Cleaning rod can be changed in seconds without interrupting the pour.
Cleaning rod can be changed in seconds without interrupting the pour. Bodies can be changed in minutes by removing four wedges and lifting away. Bodies can also be made in different sizes to fit in the same frame to accomodate different metal throughputs. Pneumatically operated fill lid to maintain an inert atmosphere and reduce temperature loss. Ideally suited to pouring highly alloyed and "dirty" irons because there are no spouts or other restrictions to accumulate slag.
Bodies can be changed in minutes by removing four wedges and lifting away. Bodies can also be made in different sizes to fit in the same frame to accomodate different metal throughputs. Pneumatically operated fill lid to maintain an inert atmosphere and reduce temperature loss. Ideally suited to pouring highly alloyed and "dirty" irons because there are no spouts or other restrictions to accumulate slag. 
